 Pressure
Pressure
- Temperature

Bimetallic
1 product
TC
0 products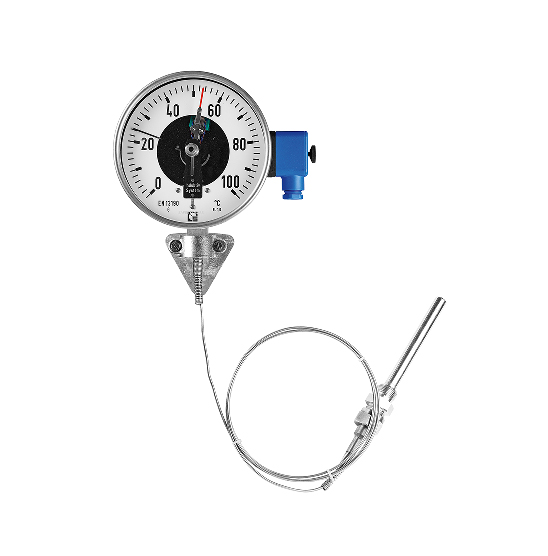
Gas filled
4 products
Thermowell
8 products
Ceramic Protection Tube
2 products
Replaceable measuring inserts
7 products
Non-Replaceable Measuring Inserts
3 products
Surface and Machinery Sensors
35 products
For Food and Pharmaceutical Industry
7 products
For HVAC Applications
9 products
For Acids, Alkalis, and Salts
4 products
Flameproof and Intrinsically Safe
5 products
Transmitters and Accessories
14 products
Accessories
5 products - Flowmeter

Electro Magnetic
0 products
Vortex
4 products
Swirl
0 products
Ultrasonic
2 products
Positive Displacement
6 products
Variable Area
9 products
Differential Pressure
9 products
Gas Turbine
0 products
Flap
3 products
Side Glass
0 products
Thermal gas
1 product - Level

Radar
5 products
Ultrasonic
0 products
Capacitance
13 products
Conductivity
0 products
Magnetic
1 product
Float
0 products
Buoyancy
0 products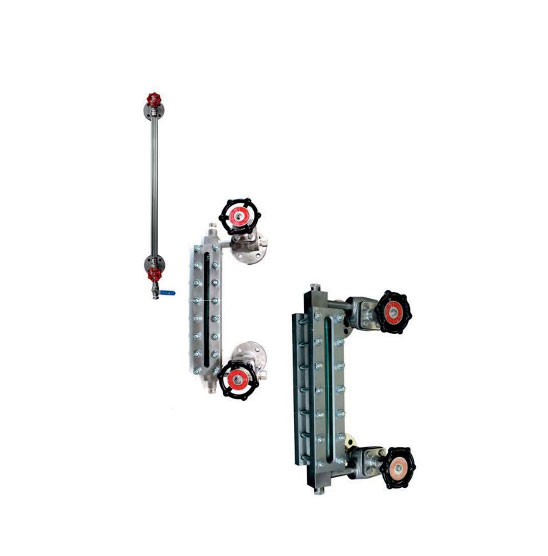
Tube
4 products
Vibrating Rod
3 products
Rotary Paddle
2 products
Level Switches
27 products - Analytical

Process Systems
30 products
Concentration
10 products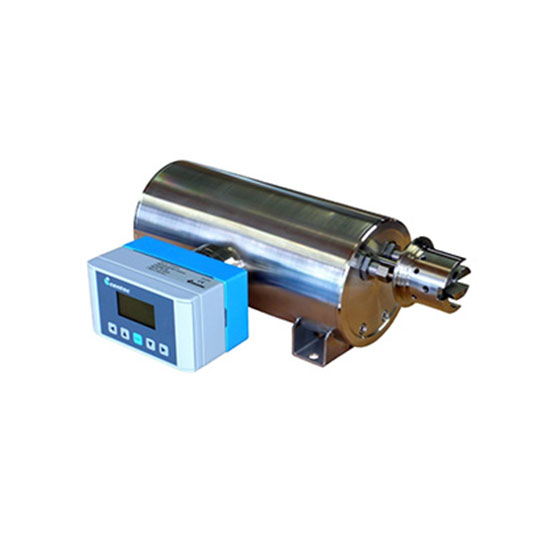
Density
10 products
Chlorine
0 products Conductivity
5 products PH
0 products Redox
0 products - Calibration Devices

Multi Function Calibrators
2 products
Pressure Calibrators
3 products
Temperature Calibrators
4 products
Valve Testing
1 product - All products


















How to Locate and Fix Compressed Air Leakages

Many compressed air systems face 30 to 50% leakage losses which easily accumulates to 10.000s MYR energy losses per year.
We propose a 6 step process to locate and fix leakages:
measure and record the total compressed air consumption
- analyse the measured data
- detect the leakage with an ultrasonic camera leak detector
- locate and quantify the leakages
- issue a leakage report
- repair the leakages and compare the results
Unexpected compressed air pressure drops, increased energy bills or the need for adding oversized compressors are indicators for leakages in your compressed air system. Before investing in a new compressor line you need to install a compressed air monitoring system which measures your consumption, locates and evaluates leaks and compares the results after leakage repair.
1. Measure and record the total compressed air consumption
Install a Gas flow meter at the output of your compressor or compressed air tank system to measure the total flow volume together with a recording system. For wet air coming (out of the compressor) we recommend a DP Gas flow meter, for dry air (after the dryer system) a Thermal Mass Flow meter will measure the total rate of generated compressed air. Additional gas flow meters can indicate the demand per production line or point of use application.
2. Analyse the measured data
Record the flow rate and analyse the peak demand, average demand and the demand during shut downs (nights, weekends, off times). The off-process demand indicates the level of leakages
3. Detect the leakage with an ultrasonic camera leak detector
The acoustic sound by using the headset gives signals for nearby leakages. The camera screen helps to locate, store and describe the exact leakage spot.
For difficult accessing points use tools like the acoustic trumpet, straighening tip or a parabolic mirror.
Causes for leakages are leaking couplings, hose clamps, screw and flange connections, porous or defective hoses/tubes, sealings, faulty steam traps, leaking dryers or filters.
4. Locate and quantify the leakages
- adjust the parameter settings of the camera
- monitor the complete compressed air system with the camera
- quantify every leakage point (l/min, cost/leakage, description of location and potential cause of leakage)
5. Issue a leakage report system

use the reporting software to analyze the size, loss, position and description of error of each leakage point, prioritize leakages for repair, print a process and auditing report.
6. Repair the leakages and compare the results
In many cases a compressed air monitoring and leakage system leads to savings of 30+% of energy costs. The usual ROI for such a system is between 1 and 2 years.