Products & Features
Centec Germany is a premier manufacturer of high-precision process sensors and fully automated skid-mounted systems for the beverage, food, pharmaceutical, and chemical industries. With 50 years of experience, they specialize in in-house development and ISO-certified manufacturing, providing tailored, turnkey solutions for liquids processing and quality measurement.
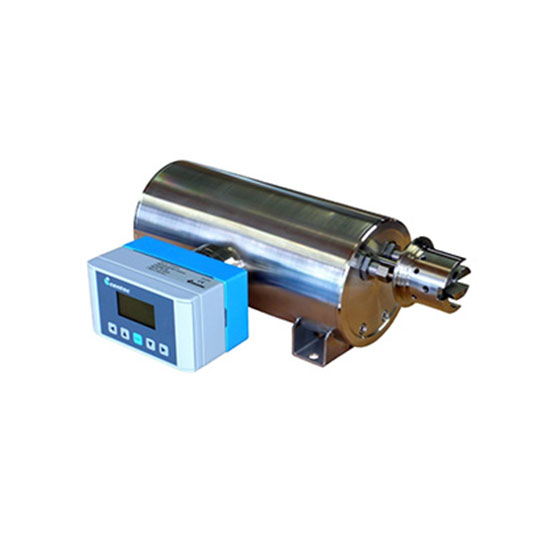
Sensors:
- Density Measurement (RHOTEC)
- Sound Velocity (SONATEC)
- Combined Analysis (COMBITEC) for complex, multi-component liquids
- O2 (Oxytrans)
- CO2 (Carbotec)
Automated frame-mounted Process Skids:
These modular systems integrate their high-precision sensors directly into the production line, allowing for "plug-and-play" installation and seamless integration into existing plant automation for
- Water Treatment & Purification
- Beverage & Liquid Processing
- Cleaning & Sterilization
Key Benefits
- Single Source Responsibility: Engineering, manufacturing, installation, and commissioning from one provider, reducing project complexity.
- Superior Process Accuracy: Inline measurement of density, sound velocity, O2 and CO2 concentration ensures maximum product quality.
- Increased Efficiency & Lower Costs: Optimized designs minimize space requirements and operational expenses.
- Global Support: A worldwide network ensures fast service and technical support.

 Pressure
Pressure