
Advantages:
- Minimum and maximum fail safe field
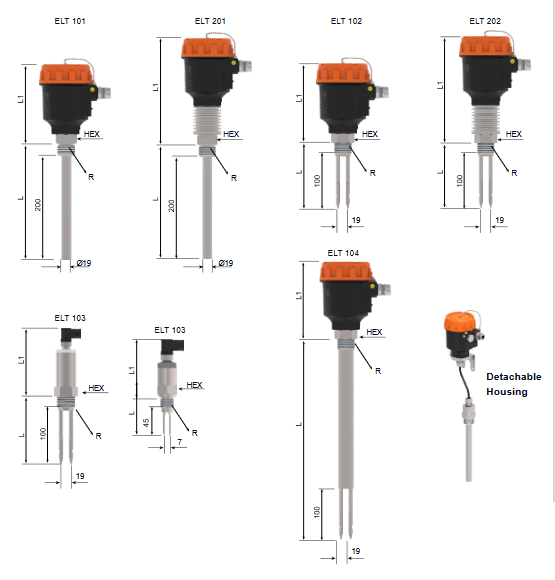
- Process pressure max. 15 bar, temp. 200 °C
- Low power consumption
- No calibration required
- Settable switching delay
- Customizable stem length
- No moving mechanism - durable construction
- Immune to external vibrations
- CE certified - Ex options for gas and dust
- Side and top mounting options
Working Principle:
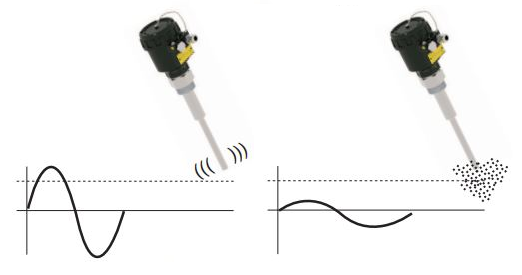
The vibrating level sensors generate vibration by means of piezoelectric elements using the resonance principle. Only when solid particulate materials or liquids
surround the probe, the vibration frequency drops drastically and sends an output switch signal.
Applications:
- Plastic and Chemical Industry: plastic granules, detergents etc.
- Food Industry: cereals, beans, edible oil process, sugar, animal feed, rice plants,spices, milk powder
- Processing Industry: dye powder, chalk,gypsum, fly-ash, cement, sand, etc.